Exactly. And, yes, mine was printed with support enabled. Here it is before I removed it from the bed:
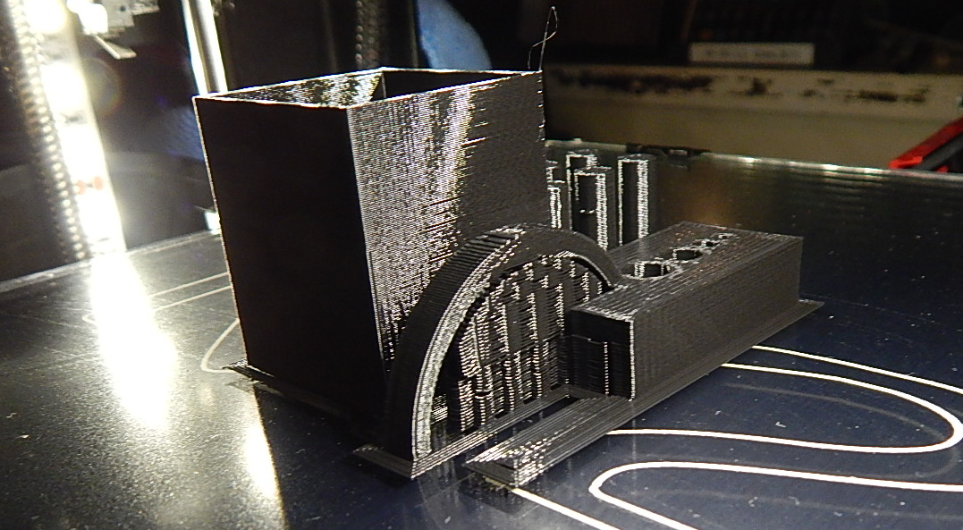
- TortureTestJustFinished.png (770.37 KiB) Viewed 17262 times
Settings:
MakerGear black PLA 1.75 mm diameter, sliced wtih Simplify3D
Extrusion temperature: 220 C (V3B hot end)
Bed temperature: 70 C
Bed prep: Aqua Net Extra Super Hold hairspray
Nozzle: 0.35 mm, extrusion multiplier 0.94
Retraction: 0.60 mm, speed 1000 mm/min, no Z lift, extra restart -0.05 mm, Coast 0.75 mm
0.20 mm layers, 2 solid bottom layers, 2 perimeters inside-->out, 3 solid top layers, optimize start points
first layer height 90%, first layer speed 50%
1 skirt layer, 0.10 mm offset, 5 outlines
50% infill at 0 and 90 degrees, no overlap, minimum 1.0 mm, every 1 layer
support infill 20% every laayer, offset 0.50 mm, 1 separation layer, resolution 1.0 mm, max overhang 45 degrees
fan 75% first layer, 100% above; reduce print speed for layers under 20 sec, down to 50%
speed 3600 mm/min, outline 75%, support 80%, rapids at 12000 mm/min, accel 2400 mm/sec^2
other: force retraction between layers, wipe for outer-most perimeters.
NOTE the infill angle -- this seemed to help quite a bit with this particular part.
And the five wraps of skirt may seem like a waste, but they really help with getting everything cleaned out and flowing nicely before starting on the part itself. With the 0.1 mm offset, it does "touch" and help a bit with adhesion, but rips off easily.
Hope this helps others...
Dale