Ask the MakerGear community for assistance...
-
jdacal
- Posts: 466
- Joined: Thu Jul 03, 2014 10:28 pm
- Location: Florida
-
Contact:
Post
by jdacal » Mon Dec 08, 2014 4:06 am
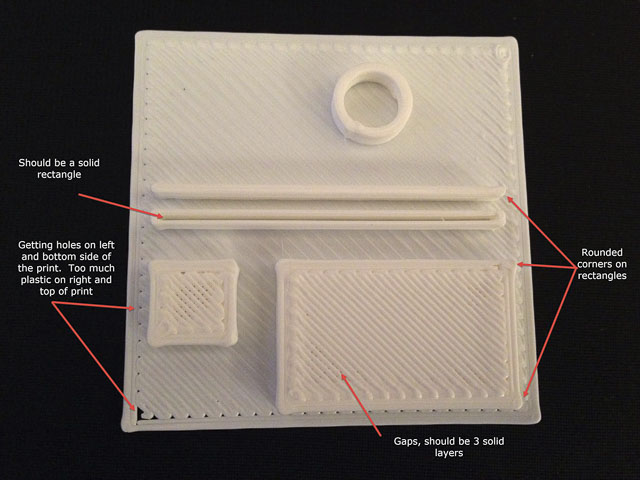
I've been messing with this thing all evening and have made so many changes they don't even make sense anymore. I recently changed to a .5mm nozzle to speed up some larger prints I'm doing but have started seeing problems. Hoping you guys can help me out. Picture with notes below and factory file is attached. Also even the circle looks like it has problems, forgot to make a note on the picture for that one. Circle is 10mm outer diameter, square is 10mm x 10mm. The base is only one layer at .40mm layer height.
Thanks for any feedback
- Factory File
- help_1.jpg (78.69 KiB) Viewed 12523 times
-
Attachments
-
- Help.zip
- (33.97 KiB) Downloaded 456 times
-
jimc
- Posts: 2888
- Joined: Wed Apr 09, 2014 11:30 pm
- Location: mullica, nj
-
Contact:
Post
by jimc » Mon Dec 08, 2014 4:28 am
i have not checked out the file yet. ill do that as soon as this print is done. i can explain a couple things that i am seeing though.
#1 in the base square. too much plastic on top right and not enough bottom left. that is because the bed isnt level or flat. its extruding the same amount of plastic but the nozzle is closer to the bed in the upper right so its squishing the plastic all over. bottom left the gap is bigger and the lines are getting more round.
#2 should be a solid rectangle. this is because of the extrusion width. remember a .5 mm nozzle will print a bar like that double the extrusion width. on auto that .6 so the bar will print solid at a 1.2mm width but if the bar is 1.6mm wide then your going to have a .4mm gap because it cant squeeze in another line.
#3 rounded corners. this can be too much heat and or extrusion multiplier is too high or filament dia is off.
let me look at the file and maybe see what else i can find.
-
jdacal
- Posts: 466
- Joined: Thu Jul 03, 2014 10:28 pm
- Location: Florida
-
Contact:
Post
by jdacal » Mon Dec 08, 2014 4:30 am
Thanks Jim,
Will try all the above and update shortly.
-
jsc
- Posts: 1864
- Joined: Thu Apr 10, 2014 4:00 am
Post
by jsc » Mon Dec 08, 2014 4:32 am
Some suggestions:
The "solid" rectangle which isn't is because its width is not an integral multiple of your extrusion width. There is simply no space to put in a thread into that gap. If you want solid thin walls, you need to adjust either the model or your extrusion settings so that the wall thickness is some integral multiple of the thread thickness.
All rectangles with all nozzles have rounded corners because all nozzles are round, you just notice them more when the nozzle is bigger.
As for the first layer holes vs too much filament, for location dependent issues like that I would first look at your bed leveling. My guess is that it is too low towards the lower left (too far away from the nozzle) and vice versa towards the upper right.
As for the top layer gaps, I'm guessing here but maybe try increasing your w/t ratio. That is, lower your layer height or increase your thread thickness. At 0.7mm on a 0.5mm nozzle, I would lower your layer height first.
-
jsc
- Posts: 1864
- Joined: Thu Apr 10, 2014 4:00 am
Post
by jsc » Mon Dec 08, 2014 4:34 am
Doh, Jim snuck in before I posted. But his points are good. Are you really using 1.75mm filament with a 0.5mm nozzle?
-
jimc
- Posts: 2888
- Joined: Wed Apr 09, 2014 11:30 pm
- Location: mullica, nj
-
Contact:
Post
by jimc » Mon Dec 08, 2014 4:45 am
see jin and i think alike

. i did look at the file. nothing really changes from what i or jin said before. one thing i did notice, on the thin bar, look at the preview closely and you can see its trying to squeeze the two lines together to make that work. compare to the perimeters of the boxes. when it does this i have found there is always a little over-extrusion happening so on this and the circle expect to see things like heavy rounded ends. it is true with your bigger nozzle you will see the corners rounded more. your in the pic do seem to be a little excessive though. change your outline direction to outside in. this may help a little. also i failed to mention the top layers on the boxes. that could be thin because the center of the box is low from either the heat making it sag a little and having 3 layers over top of the 40% infill. i think those top layers would look different if you dropped your temp slightly and each layer had more cooling time....atleast thats where i would start.
-
jdacal
- Posts: 466
- Joined: Thu Jul 03, 2014 10:28 pm
- Location: Florida
-
Contact:
Post
by jdacal » Mon Dec 08, 2014 4:47 am
jsc wrote:Doh, Jim snuck in before I posted. But his points are good. Are you really using 1.75mm filament with a 0.5mm nozzle?
Is that a no no? First time I've ever changed the nozzle.
-
jdacal
- Posts: 466
- Joined: Thu Jul 03, 2014 10:28 pm
- Location: Florida
-
Contact:
Post
by jdacal » Mon Dec 08, 2014 4:56 am
Bed wasn't off by much, maybe a couple of thousands of an inch according to the dial micrometer. Z was a little off, but not much. Made some of the other suggested changes and am going to print it now. Dropped temperature from 225 to 218. Dropped extrusion multipllier by .3, lowered layer height from .4 to .35. Width was already set at .7.
Should I go with a higher multiplier due to the 1.75mm filament? It was originally set at .93
-
insta
- Posts: 2007
- Joined: Tue Sep 16, 2014 3:59 am
Post
by insta » Mon Dec 08, 2014 5:01 am
Your extruder also isn't perfectly vertical.
Nothing wrong with 1.75mm plastic on 0.5mm nozzle, you're getting strange looks because 1.75 is for quality (less plastic per millimeter means better control) on a sloppy 0.5mm nozzle. Keep extrusion multiplier at 1.00, and do the single-wall calibration cube to set it properly. Layer height can stay at 0.4mm (80% of 0.5).
Custom 3D printing for you or your business -- quote [at] pingring.org
-
jdacal
- Posts: 466
- Joined: Thu Jul 03, 2014 10:28 pm
- Location: Florida
-
Contact:
Post
by jdacal » Mon Dec 08, 2014 6:31 am
insta wrote:Your extruder also isn't perfectly vertical.
Nothing wrong with 1.75mm plastic on 0.5mm nozzle, you're getting strange looks because 1.75 is for quality (less plastic per millimeter means better control) on a sloppy 0.5mm nozzle. Keep extrusion multiplier at 1.00, and do the single-wall calibration cube to set it properly. Layer height can stay at 0.4mm (80% of 0.5).
Oh I get it now. I'll probably get the larger filament if I see I'm going to use the .5mm a lot then.
Not sure what you mean by my extruder is not perfectly vertical?
Second print came out better, at least in the amount of holes on the left and lower side. Going to look for that cube print and play around with it.


